Name:Â Grooved Stainless Steel Pipe Fittings
| size | Â 1/2" - 24" ASME B16.5 | |
| Â 25"-Â 60"Â ASME B16.47,larger size according to client's drawing. | ||
| Pressure | 150Lbs, 300Lbs, 600Lbs, 900Lbs, 1500Lbs, 2500Lbs PN6,PN10,PN16,PN20,PN25,PN40 |
|
| standard | ASME B16.5 & ASME B16.47,or according to client's drawing. | |
| material | 300series | |
2. PACKING & SHIPPING

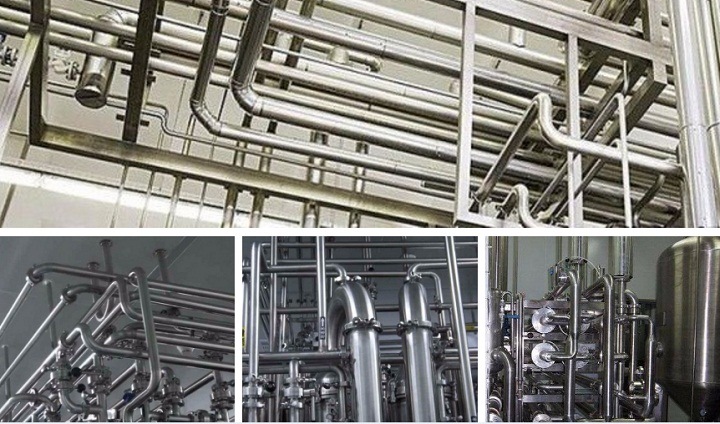
3. APPLICATION
4. COMPANY INFORMATION
1) Our Company
Vast Link Industrial Co.,Ltd have a registered capital of US$ 50 million.Â
Our company is engaged in the production and trade of all kinds of Stainless Steel Grooved Pipe Fitting finished and unfinished products. Stainless Steel Grooved Pipe Fitting is our main production and sell well. We have established business relationships with clients in the Korea, Japan, Singapore, Iran, Dubai, Yemen, Chile, Brazil, France, UK, Italy, Canada and more than 20 countries and regions for Stainless Steel Grooved Pipe Fitting Annual sales revenue is USD 50 billion. The details of payment method, delivery time and minimium quantity and so on for Stainless Steel Grooved Pipe Fitting can be negotiated according to the order.
2) Certifications

4. OUR MARKET
5. OUR CUSTOMERS

6. OUR ADVANTAGE
1) OEM
2) Customized marking, packaging and other processing services.
3) Strong warehousing, one-stop logistics service.
4) Professional foreign trade team, door to door tracking service.
7. CONTACT US

Thank you for visiting our products & Looking forward to hearing from you!
Plate rolling is a process of continuous three-point bending of sheet metal using a plate rolling machine. The equipment puts the sheet material between the upper and lower work rolls when rolling. The upper roller is raised and lowered vertically, and the two lower rollers rotate and move horizontally relative to the axis of the upper roller. When the upper roll descends, the plate is plastically deformed and bent between the upper and lower work rolls. The continuous rotation of the bottom roller drives the steel plate to advance and retreat through the friction between the plate and the roller to complete the coiling.
1. Pre-bending. When the plate is rolled, there is a length at both ends of the plate that does not bend because it does not touch the upper roller. It is called the remaining straight edge. In the process, the minimum force arm at which the plate starts to bend is called the theoretical remaining straight edge. The bending form (symmetrical bending, asymmetrical bending) is related.
2. Centering. The purpose of centering is to make the generatrix of the workpiece parallel to the roller axis to prevent skew.
3. Roll round. Rolling is the main process of product forming, which is divided into two types: one-time feed and multiple feeds. Multiple feeds are commonly used for rolling thick plates. The number of feeds depends on the technological constraints (such as the maximum allowable deformation during cold rolling) and equipment constraints (such as non-slip conditions and power conditions). When the rebound of the cold coil is significant, a certain amount of overcoiling must be added.
4. Straightening round. The purpose of rounding is to make the curvature of the entire circle as uniform as possible to ensure product quality. The general rounding process is divided into three steps:
(1) Load: According to experience or calculation, adjust the work roll to the position of the required maximum correction curvature.
(2) Rounding: Roll the roller 1 to 2 turns under the corrected curvature to make the entire curling rate uniform.
(3) Unloading: gradually unload the load, so that the workpiece is rolled several times under the gradually reduced correction load.
Rolling Machine,Three-Roller Bending Machine,Four-Roller Bending Machine,Roll Forming Machine
Rugao Yaou Import & Export Trade Co., Ltd , https://www.ntyaoumachinery.com