In the photovoltaic industry, the adoption of cleaner production technologies not only enables companies to meet national environmental standards, but also helps companies continue to reduce costs and achieve greater competitiveness in the industry. For example, the use of cold hydrogenation instead of thermal hydrogenation in polysilicon purification steps can reduce the reaction temperature requirement and increase the conversion of trichlorosilane; in the silicon ingot/silicon wafer raw materials, the self-recovery of cutting liquid and slurry can reduce costs; Diamond wire new technology to replace steel wire cutting, can increase the efficiency of the use of steel wire, get rid of dependence on cutting fluid, with environmental and economic benefits.
1 Cleaner Production and Polysilicon Production Costs
1.1 Polysilicon Cost Analysis
After calculation, the proportion of electricity costs in the production process of polysilicon is the highest, which is about 36%. The electricity consumption is about 80â€150kWh/kg, followed by depreciation costs accounted for 30%, raw material costs accounted for 17%, and the main raw materials include For silicon powder, hydrogen, chlorine (TCS synthesis), etc., labor costs accounted for 8%, and others accounted for % (see Figure 1). In these parts of the cost, the cost of electricity drops the most. At present, the domestic polysilicon production enterprises consume more energy at the level of about 150kWh/kg, while domestic advanced energy consumption of some advanced companies has been controlled below 80kWh/kg.
The drop in power consumption mainly depends on the widespread use of cold hydrogenation technology. Polysilicon purification produces a large number of by-products, such as silicon tetrachloride, acid, hydrogen, etc. The level of comprehensive utilization of these by-products determines the efficiency and cost of high purity silicon material production. If all the by-products can be recycled, it is necessary to rely on the silicon tetrachloride hydrogenation technology, reduction furnace system equipment, and hydrogenation system equipment to meet the continuous and stable production process requirements. This is the "closed loop" technology commonly used abroad. From the perspective of reducing costs, gas and other costs can be reduced by increasing the scale, resulting in economies of scale. Water vapor can generate synergistic effects internally through thermal power plants and can also be recycled, reducing the corresponding costs.

Figure 1 Crystal Silicon Cost Analysis (Unit: U.S. dollars/kg)
1.2 Comparison of Hot and Cold Hydrogenation Technologies
Based on the above analysis, cold hydrogenation technology is a technology that effectively reduces the cost of polysilicon production. The modified Siemens process consumes 80-200kWh/Kg of polysilicon production, and the production cost is 18-45 US$/Kg. The gap between enterprises is very large. Except for the scale of production, enterprises mainly choose to use traditional methods in the production process of the modified Siemens process. Hot hydrogen technology still uses cold hydrogenation technology, which can vary by 10 US$/Kg in polysilicon production costs. The reason is that the hot hydrogen reaction has a high reaction temperature and requires a high temperature of over 1000 degrees, while the silicon to trichlorosilane conversion efficiency is only 15%. Enterprises usually need to purchase trichlorosilane from outside, resulting in higher production costs of polysilicon. The cold hydrogen reaction temperature requires only 300-500 degrees, and the primary trichlorosilane synthesis efficiency reaches 25%.

Table 1, Comparison of Energy Consumption and Conversion Rate of Thermal Hydrogenation Technology
It is estimated that the polysilicon production energy consumption will be reduced to 70 kWh/kg in the next five years, and the electricity consumption cost will be further reduced. The reduction of power consumption mainly depends on the extensive application of cold hydrogenation technology. At present, the actual operation rate of domestic cold hydrogenation equipment is below 60%, and there is still a certain gap between the international average level of 90%. The main reason is that the majority of domestic companies are still lagging behind in production technology. To achieve the cold hydrogenation production through technological transformation, large capital investment is required. Taking Leshan Power with a capacity of about 20,000 tons as an example, cold-hydrogenation technology reform project is expected. With a total investment of 759 million yuan, the huge investment in technical reforms has caused many companies to fall behind.
2 Wafer and Cleaner Production
2.1 Cost Analysis of Silicon Wafers
In the silicon wafer cost, the polysilicon cost accounted for about 55%, the cutting line, cutting fluid, and cutting edge accounted for 33% of the total, and the power, depreciation, and other accounted for 12% (Figure 2). Among them, the use of diamond wire can increase the efficiency and at the same time save costs; the internal recycling of the slurry can also reduce the processing cost of the silicon wafer. The transformation of the ingot heat field, using large size crucibles, can increase the ingot pass rate and reduce energy consumption. In this section, the discharge of cutting fluid is the main source of chemical oxygen demand in liquid waste. By recycling the cutting fluid, it is possible to reduce the discharge of waste water and reduce the processing costs. In addition, the use of gold steel wire cutting can also avoid the use of cutting fluid, although the cost of steel wire does not have much advantage, but because it can not use cutting fluid, not only can reduce the cost of cutting fluid, but also saves a large Part of the cost of wastewater treatment, but also beneficial to the environment, making it the development direction of the cutting line.
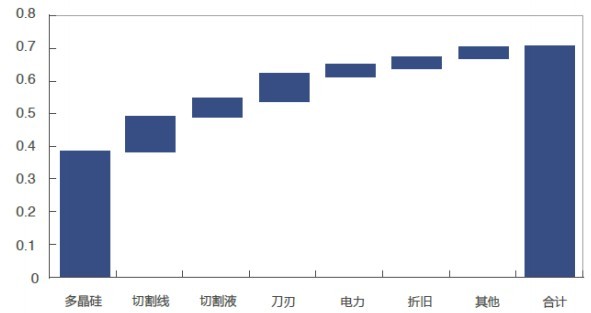
Figure 2 Cost Analysis of Sheet Processing (Unit: US$/W)
2.2 Recycling of Waste Mortar
In the process of steel wire cutting, the scraped crystalline silicon particles and the debris on the steel wire and the silicon carbide particles are mixed in the polyethylene glycol cutting fluid to form a waste mortar. The maximum removal of the silicon powder in the sliced ​​mortar is achieved through a rotary physical process, and then solid-liquid separation is performed, and the polyethylene glycol and the silicon carbide micro powder are again recovered. Increasing the proportion of used sand in the mortar, recycling cutting fluid can reduce the cost of mortar.
Cost Estimate:
· The amount of mortar used is 325kg/knife;
· The proportion of sand in the mortar is 0.95 : 1;
· New sand price is 25 yuan/kg;
· The price of recycled sand is 11 yuan/kg;
· Need to consume 158kg of sand per knife;
According to the ratio of 7:3, the cost of cutting one knife is:

According to the calculation of 6:4, the cost of cutting one knife is:

If the ratio of new sand to recycled sand is increased from 7:3 to 6:4, the cost savings will be 221 yuan per knife (see Figure 3).
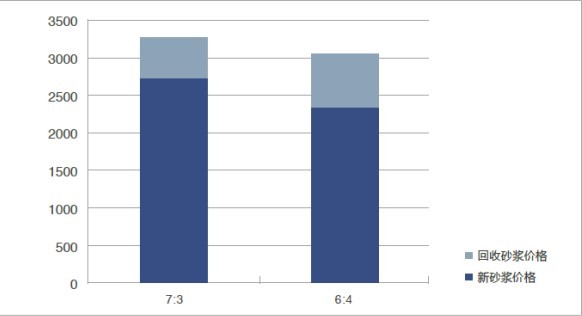
Fig. 3 Cost comparison of recycled mortar used in the same proportion (Unit: RMB)
After visiting the company, it was learned that for every 1 MW of wafer produced, approximately 30 tons of cutting fluid was consumed. If the ratio of old and new cutting fluids were increased from 7:3 to 6:4, then 300,000 yuan would be saved for each 1 MW of wafer produced. The proportion of old liquid used in the cutting fluid will be more and more. In 2010, the proportion of old and new liquids will be about 7:3. The proportion that can be achieved in the next three years will be 6:4, 5:5, and 4:6. The increase in the proportion of old liquid used and the increase in recovery efficiency are beneficial to further reducing the cost of silicon wafers and at the same time reducing the “three wastes†emissions.
Pneumatic Ball Valve,Pneumatic Thin Ball Valve,Pneumatic Uitra Thin Ball Valve,Pneumatic Pipeline Ball Valve
Wenzhou KAIZHENG Valve Technology Co.,LTD. , https://www.kazevvalve.com