I. Introduction
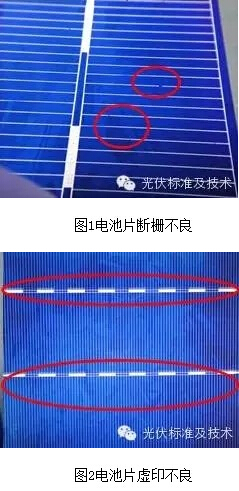
With the popularization and application of EL (Electro Luminescence) detection technology in the production process of solar cells and modules, and the ever-increasing requirements on the appearance and performance of photovoltaic cell modules by end-users, the broken grid and defective printing of solar cells have become a problem. The main exception feedback item. The imaginary printing and broken grid not only affect the appearance, but also reduce the efficiency of the battery. Therefore, it is necessary to start from the principle of printing, fully consider the way of on-site operations, and do a good job of controlling the key points.
Second, the experiment
In the AYSY platform for printing and testing of large-scale production, there are different mesh thickness of the screen diameter of the screen for the selection of experiments, scratch strips and strip scraping scraper for the experiment, printing parameters can be adjusted as needed. The principle of screen printing is a printing method in which the screen is pressed on the material to be printed by elastically deforming the screen of the particular pattern by the squeegee. The common positive electrode pattern consists of the main grid line and the sub grid line. The main function of the grid line is to collect the current. The current in the imaginary printing and grid breaking area is not collected, the efficiency of the battery is reduced, and it is more accurate in the EL test. To reflect. The main performance of the appearance of broken gates and imaginary printing is the interruption or blurring of the raster imprinting, as shown in Figs. 1 and 2, and the screen parameter setting is not correct, the screen width is not matched with the paste, the screen is blocked, the abrasion of the scratches, and the paste Material viscosity is too high or dry, silicon traces, etc. will cause varying degrees of broken gate, false printing. This article conducts experiments in terms of screen printing printing parameters, screens, squeegees, slurries, and the like.
Third, results and discussions
1. Set reasonable printing parameters: The main quality control points of the screen segment are the graphic printing integrity and the wet weight of the slurry to meet the process requirements. The setting of the screen parameters has an important influence on these two aspects.
Firstly, a high printing height may cause the screen plate to be damaged or misprinted. If the printing height is too low, it may cause imaginary printing, broken grids, and burrs. Therefore, the printing height must be adjusted within a certain range. Generally speaking, in the time when the silicon is stable and the screen is elastically fixed, the higher the printing pitch, the thicker the paste is printed and the greater the wet weight.
Second, if the printing pressure P is too small, it will lead to imaginary printing and grid breakage; if the screens and scrapers are deformed due to excessive assembly, the service life will be shortened and the battery chips will be cracked. Therefore, choosing a suitable pressure value can improve printing quality and reduce costs. In the printing height, silicon stability, screen elastic fixed, scraper hardness under certain conditions, within the adjustable range, the greater the printing pressure, the thinner the printing thickness, the lighter the wet weight. Print pressure recommendations 50-90N on ASYS equipment.
Third, the printing speed refers to the speed at which the squeegee moves during the printing process. If the speed is too small, the printing efficiency will be reduced. The printing speed is recommended between 180mm/s and 225mm/s. Therefore, in the daily printing, it is necessary to find suitable printing parameters in order to obtain the dual effects of improved efficiency and good appearance. A better set of parameters used here is the screen pitch is set at 1.4mm, the pressure is about 70N, and the printing speed is 220mm/s.
2. Search for matching screen printing pastes and strips: The ideal effect of the gate printing is to obtain a large aspect ratio, ie, the gate lines are both high and thin, which requires effective cooperation of the screen plate and the paste. There was a phenomenon that was to reduce the weight of printing and blindly reduce the screen line width, and the paste with the paste is more sticky, frequent broken gates and virtual printing phenomenon, and part of the virtual printing of the battery is difficult to find in the front vertical inspection , easily missed inspection.
The screen used before the experiment was 400 mesh 18 film thickness 37 wire diameter, now optimized to 360 mesh 16um film thickness 37 wire diameter screen version, the ink resistance was improved, the pulp material was fixed at DuPont 18H, with appropriate screen printing parameters and production. The effective monitoring of the line significantly improves the quality of the silk screen appearance. At the same time, because the strip bar used before is easy to wear, and it needs to be replaced every 6 hours, a new type of strip is introduced. Due to the large contact surface and wear resistance, it not only reduces the risk of broken gates and imaginary printing, but also has a lifetime of About 10 times of the general stripe, as shown in Figure 3, the top is a regular strip, and the lower strip is used instead.
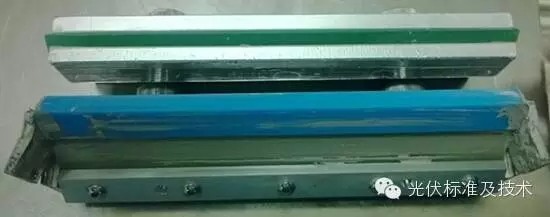
Figure 3 different scraper comparison
3. Form a standard printing operation procedure: first of all to do a good job of screen cleaning and paste viscosity control, the operator in the production of a certain number of battery tablets need to raise the screen to wipe, wipe when the attention method: from the middle Wipe around, and then wipe around to confirm the screen after the first clean 1-3 trial production, through 45 ° observe whether the cell grid lines are printed, broken gate phenomenon. At the same time, when the new screen is replaced, after the parameters are adjusted properly, 5 or so visual inspections are performed and the EL test is performed at the same time.
The use of slurry must be performed in accordance with the principle of a small number of multiple times. If the surrounding slurry becomes dry, it should be shoveled out for processing before use. Second, increase the monitoring of the EL test after sintering, it is recommended that at least 10 pieces per hour or more, if abnormal, immediately stop production for abnormal batch isolation and troubleshooting. In addition, the sampling frequency should be increased during the verification of new materials and new processes.
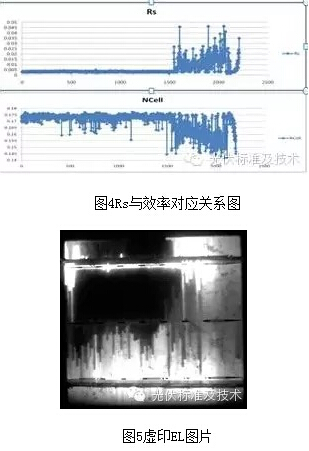
4. Through the efficiency test program to control Rs to monitor printing anomalies: Rs mainly consists of four parts, the bulk resistance of the silicon chip, sheet resistance, metal electrode resistance, ohmic contact resistance. The Rs value of a normal polycrystalline cell is about 2.50 milliohms. It can be set in the program to sort Rs larger than a certain value (3.5 milliohms is recommended) to a certain position, so that the ratio can be monitored through the ratio of the position. Quick warnings and other unusual problems such as imaginary printing.
Larger Rs usually have the following performance:
1) If it is found that a certain time period begins, the overall large or intermittent Rs is too large, probably because the printing effect is not good and the gate line and the silicon wafer do not form an alloy layer, and voids lead to bad ohmic contact.
2) Rs with large open-circuit voltage and short-circuit current is too large, which may be caused by sintering. Rs, which is accompanied by high open-circuit voltage and short-circuit current, may be too high for sheet resistance.
Generally, the former process is relatively stable. If the Rs is high for a certain period of time, it is generally caused by EL printing. Figures 4 and 5 show that Rs is too high for a period of time, and the efficiency is reduced. The test of the corresponding EL film is severe.
Through the implementation of the corresponding measures in the above four aspects, the defective rate of broken gates and false impressions detected by the finished products after the experiment was reduced from the original 0.47% to 0.21%, which was reduced by more than half, and the improvement was obvious.

Fourth, the conclusion
Through the research on the screen parameters, the matching of screen materials, and the establishment of the standard operating procedures for screens, the monitoring of Rs can greatly reduce the problem of screen breakage and imaginary printing caused by screen printing. All measures must be implemented in accordance with regulations, and prevention must be the main method to reduce bad batches. At the same time, the installation of automatic detection equipment for online monitoring has become a trend of intelligent manufacturing.
All our grommets and washers are manufactured from the best raw materials. We carefully choose the best brass to sustain our quality standards. Our brass-made grommets can be used safely outdoors.Zonglan continues to be respected as an innovative eyelet machine designer, brass eyelet manufacturer and exporter.
Zonglan maintains its leading position in the market by achieving extremely short lead times, thanks to its vast supply of off-the-shelf products. We are proud of our advanced supply chain management system, which allows us to make fast shipments. In last 5 years, our shipment lead time has been an average of less than 5 days.
Thanks to our strict quality assurance system, we take pride in having a reputation for consistent product and service quality that does not compromise our competitive pricing strategy. As a result of our decades-long and never-ending efforts to supply [problem-free" products, we are proud to carry a brand name that has become a symbol of reliability in our industry.
Eyelets and Grommets,Grommet Machines,Self Piercing Banner Eyelets,Self Piercing Eyelets
NINGBO ZONGLAN MECHANICAL AND ELECTRICAL EQUIPMENT MANUFACTURE CO., LTD , https://www.zonglaneyelet.com