At present, the main welding methods commonly used in stainless steel pressure vessel manufacturers are mature welding processes, such as tungsten argon arc welding (GTAW), electrode arc welding (SMAW), flux cored wire arc welding (FCAW), and submerged arc automatic. Welding (SAW), etc. For 4~10mm 1Cr18Ni9Ti thin plate stainless steel, tungsten argon arc welding (GTAW), electrode arc welding (SMAW) and flux cored wire arc welding (FCAW) are mainly used; and for 4 to 10mm 304 thin plate stainless steel (equivalent to China's) 0Cr18Ni9), mainly using tungsten argon arc welding (GTAW), electrode arc welding (SMAW), because the shielding gas used in flux cored wire arc welding (FCAW) is Ar+CO2, which tends to cause carbonation problems in welded joints, resulting in Its corrosion resistance is degraded, so for the welding of low-carbon and ultra-low-carbon stainless steel, flux-cored arc welding is generally not used.
Our company's 4~10mm thin-plate stainless steels are all low-carbon, ultra-low-carbon stainless steels, which were originally made of tungsten argon arc welding. With the intensification of market competition and the transfer of foreign manufacturing centers to China, the welding method cannot fully meet the requirements of modern manufacturing. For this reason, the promotion and application of low-cost and high-efficiency welding methods is particularly important.
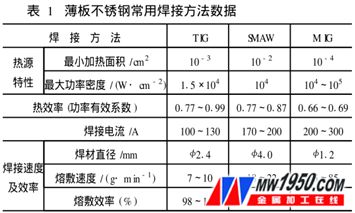
In this paper, the low-carbon and 304-stainless steel with a thickness of 8mm is taken as an example to analyze and compare the common welding methods and welding costs.
1. Analysis of welding methods
The shielding gas used in tungsten argon arc welding is pure Ar. It does not chemically react with metal or dissolve in liquid metal during welding, so it can avoid the burning of metal elements in the weld and other causes. Welding defects, because of its high density, are not easy to float and lose during protection, and the protection effect is good. The welding method is separately controlled because the heat source and the filler wire are separately controlled, the heat adjustment is convenient, and the welding line energy of the input weld seam is more easily controlled, so it is suitable for welding at various positions, and it is also easy to realize single-sided welding double-sided molding. The biggest disadvantage of tungsten argon arc welding is shallow penetration, slow deposition rate and low production efficiency, so the welding deformation is also large.
Because of the flexible and convenient operation, the welding arc welding is simple and easy to move, and the equipment cost is lower than other arc welding methods, so it has been widely used. Compared with welding methods such as gas metal arc welding (GMAW) and submerged arc automatic welding (SAW), the welding method has a slow deposition rate and a low deposition coefficient, and it is necessary to clean the slag every time a weld bead is welded. The slag in the groove is rather cumbersome.
MIG welding, because of the use of Ar or the addition of a small amount of O2 as a shielding gas in Ar, the arc is stable, the droplets are small and the transition is stable, and the splash is small. The welding method has high current density and deep penetration of the base material, so that the melting speed of the welding wire and the welding speed of the weld bead are high, and the welding production efficiency is high, and is particularly suitable for welding of medium-thickness and large-thickness structures. The welding equipment is complicated and the equipment cost is high.
2. Comparison of welding cost of low carbon and ultra low carbon sheet stainless steel
For the thin-plate stainless steel pressure vessel, due to its speciality and related standards, the quality of the back of the weld of the primer is relatively high.
For bottom welding, tungsten argon arc welding (GTAW) is superior to welding methods such as electrode arc welding (SMAW) and melt inert gas shielded welding (MIG welding), mainly because the heat source and filler wire are separately controlled. The heat adjustment is convenient; at the same time, the welding method has low requirements on the welder's operation skill and the joint quality of the joint. Therefore, for single-sided welded double-sided welded joints, the bottom welding is performed by tungsten argon arc welding (GTAW). For the welding of stainless steel, the backing must be filled with a protective gas (usually pure Ar) to prevent oxidation on the back side of the weld.
2.1 welding cost comparison
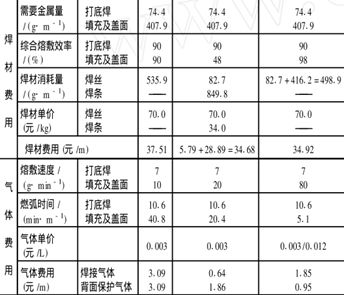
Table 2 shows the welding cost comparison of the material thickness of 8mm and the material 304 stainless steel butt joint. The prices of welding consumables, gases and wages in the table are calculated at current prices. GTAW welded Ф2.4mm welding wire is straight, 36 inches in length, the remaining length of each wire is about 80 ~ 100mm; the remaining length of stainless steel electrode is about 50 ~ 80mm.
Of course, the welding cost also includes the depreciation, maintenance and other costs of the welding equipment. Since this cost is very small, it is not considered in this paper.
The calculation formula for various welding data is:
Welding consumables = metal amount required, comprehensive welding efficiency
Welding consumables = consumables consumption × welding consumables
Arcing time = metal amount required for deposition rate
Gas cost = gas flow rate × arcing time × gas unit price
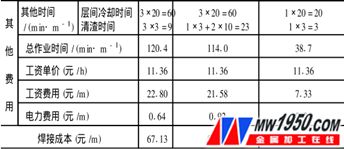
Total operating time = arcing time + other time
Salary cost = total working time × salary unit price
Electricity cost = (welding current × arc voltage × arcing time × unit price) ÷ 60000
Welding cost = welding consumables + gas costs + salary costs + electricity costs
2.2 Welding cost analysis
The welding cost comparisons of the previous data are all related data in the early 1990s. They are carried out under different groove sizes, and are mainly used for flux-cored arc welding of carbon steel and medium-thick plates. Cost comparison and analysis of welding methods such as solid wire CO2 arc welding and electrode arc welding.
The welding costs of Table 2 are compared for the same groove size, sheet stainless steel. Products under market economy conditions vary according to customer requirements, and for manufacturing companies, products also adopt more economical welding processes with different thicknesses. Therefore, the same type of welded joints, if used with different groove sizes, will bring many drawbacks and inconvenience to the production.
It can be seen from the data in Table 2 that the GTAW+MIG is the lowest for the 70° V-groove, 304 material, and 8 mm plate thickness. The welding cost of GTAW+MIG is about 67% of GTAW, and the welding production efficiency is about 3.1 times that of GTAW. Not only that, because the welding heat input of MIG welding is small, the welding deformation of GTAW+MIG is much smaller than that of GTAW, and it is more effective for product quality assurance.
3. Conclusion
By comparing the welding costs of Table 2, the following conclusions can be drawn:
1) GTAW+MIG welding has low welding cost and high production efficiency and should be promoted and applied.
2) For the welding of thin plate stainless steel, the selection basis of the welding method is provided.
Full Spectrum Grow Light
Ultra Plantâ„¢ Grow Light offers One Chip Technology aimed to meet your indoor growing expectation such as improve plants' quality, increase yield, or better the margin, etc., all for helping you realize a higher return on your crops.
Ultra Plantâ„¢ Grow Light is combined our advanced All-In-One technology with patented optical design and customized light full spectrum supported from our experienced LED engineers, plant specialists and other partners working on horticulture.
From Ultra Plantâ„¢ APP, you are able to schedule the growing process including photoperiod, brightness and spectral in advance. The lighting system will help you grow smarter, easier and better.
Ultra Plantâ„¢ is the most versatile horticultural grow lighting fixture for indoor plants with flexible full spectrum, brightness control and uniform, wider light distribution, suitable for top lighting of all types of crops. No matter it applies to anywhere for any crop, Ultra Plantâ„¢ can do perfect work for you.
Full Spectrum Grow Light,Full Spectrum Led,Led Cob Full Spectrum,Best Full Spectrum Led Grow Lights
Feton Corporation , https://www.fetongrowlight.com