Continuous technological innovation is an important feature of the automotive industry. As a crankshaft that is an important part of the internal combustion engine, its roughing process has undergone revolutionary evolution in recent decades.

Crankshaft milling cutter

Crankshaft broach

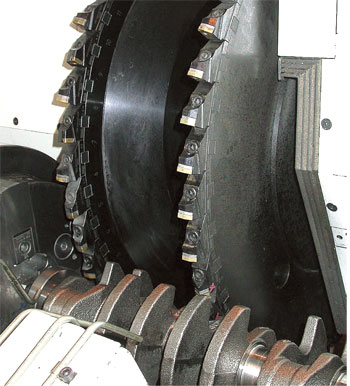
Crankshaft high speed outer milling cutter
The development process of the crankshaft roughing roughing process of the evolution of the crankshaft, special instructions the following points:
Leading the crankshaft main journal and connecting rod journals in the multi-tool turning process for nearly half a century, CNC turning was developed in the late 1960s and early 1970s due to low machining accuracy and poor flexibility. CNC out-milling and CNC internal milling are phased out.
CNC milling has not been around for a long time. Since the economical index of CNC internal milling technology is obviously superior to external milling, it was quickly eliminated by CNC internal milling in the mid-1980s.
In 1983, the car-drawing process was developed. From the short period of five years from 1983 to 1988, the car-pull process developed from a linear type to a rotary type, and in 1988, it developed into a car-car pull process. At this point, the rough machining of the main journal and the connecting rod journal of the crankshaft mainly adopts three processes of CNC turning, CNC inner milling and CNC pulling (including car-car pulling).
In the mid-1990s, CNC high-speed external milling was developed, which is more efficient than the above three processes for the crankshaft to be processed on the side of the balance block. In addition, the CNC car-car pull process requires two processes for the connecting rod journal, and CNC high-speed external milling can be completed in one operation. Therefore, CNC high-speed external milling will be the development direction of crankshaft main journal and connecting rod journal roughing.
CBN high-speed grinding developed in the 1990s, for example: coarse grinding of four main journals (including undercutting grooves), 1.27 points and coarse grinding of four connecting rod journals (including undercutting grooves) totaling 0.73 points. This will lead to a new situation in which grinding replaces other roughing processes.

Internal milling
Double cutter car - car pull
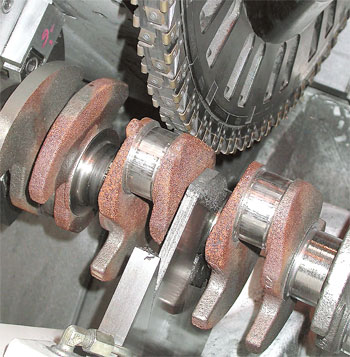
High speed outer milling
Material characteristic: Using high quality aluminum extruded shutter profiles, multi-layer painting or film layer surface have excellent scratch resistance function, not decay, wearable and anti-collision.Nice white profiles, accepting mass customization according to users requirements(light gray, brown, cream, wood, fused, sand color and light sand color ,etc.)
Integrated protection and decorative features together,the best replacement of traditional theft network security replacement; flexible way open ways, supporting hand control, group control. The door could be your safe rescue channel when in emergency.
When in state of close, support ventilation and lighting, this contribute to enhance the cooling and heating effect of air conditioner, ensure safety, comfortable, energy saving, noise isolation and aesthetics.
Aluminum Roller Shutter Door,Commercial Aluminum Roller Shutter Door,Aluminum Alloy Roller Shutter Door,Color Steel Aluminum Roller Shutter Door
Shenzhen Hongfa Automatic Door Co., Ltd. , https://www.hongfadoor.com